Hi folks,
Been away for a long while due to health reasons.
Want to get going again with my milling machine and need help to get use of the manual gearbox as I need more torque to tools.
CombiMilll truth table gearbox.pdf
In my folder //July 2013 you find files in use.
What I want to do is this, I now have 700rpm as a shift level for HI or LOW and all this works OK.
Need more torque so I need a way to read gearbox settings and according to these set the correct rpm to Mach3.
So if I need the spindle to rotate at 145rpm via the gearbox I command S650 and set gearbox to 'D' .
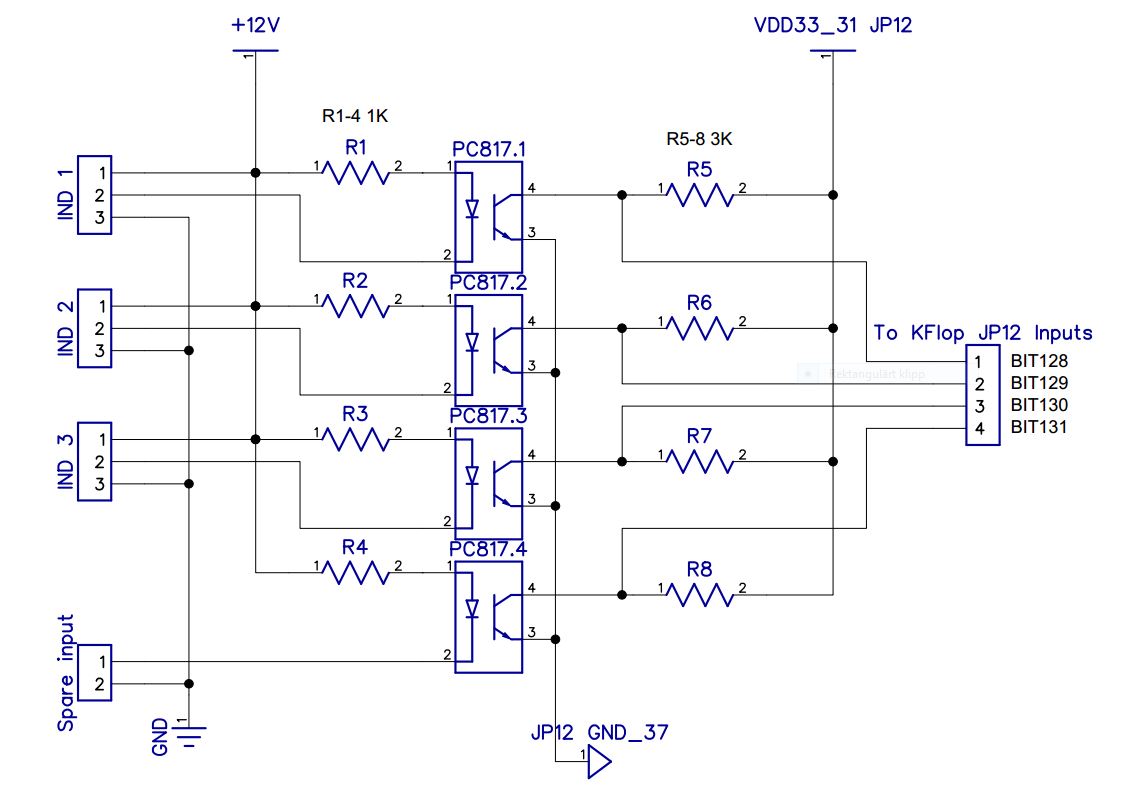
Will have 3 inputs reading the gearbox setting so as seen in my pdf file above inputs 2 and 3 are high for 'D'.
How is the C-code for this function so that Mach3 see's the spindle rpm as 145?
Let's say I need to do some threading at low rpm.
Cheers from Sweden
Bengt
{kind=link}